आधुनिक नवीन उर्जा वाहने हळूहळू डिझाइन प्रक्रियेमध्ये कठोर परिश्रम करीत आहेत, त्यापैकी कार हॉर्न नेट त्यापैकी एक आहे, पारंपारिक मेटल कार हॉर्न नेटला खडबडीत दिसण्याची आवश्यकता आहे आणि जाळीची आवश्यकता फारच कठोर नाही, म्हणून प्रक्रिया केलेली जाळी तुलनेने मोठी आहे, अंतर विस्तृत आहे, या प्रक्रियेमध्ये कमी प्रक्रिया खर्च, वेगवान कर्मचारी व्यवस्था आहे, ती अधिक प्रमाणात घुसखोरी आहे, ती अधिक प्रमाणात घुसखोरी आहे, ती अधिक प्रमाणात घुसली आहे, ती अधिक प्रमाणात घुसखोरी आहे, ती मस्त आहे, ती अधिक प्रमाणात घुसखोरी आहे. उच्च मूस किंमत बर्याच प्रक्रिया उत्पादकांना त्यांची तहान शमण्यासाठी प्लमची प्रतीक्षा करते.
दएचिंग प्रक्रियारासायनिक एचिंग फ्लुइड प्रोसेसिंगची पद्धत स्वीकारते, जी स्टॅम्पिंग आणि लेसरचे फायदे एकत्र करू शकते आणि अल्ट्रा-पातळ सामग्रीवर एकसमान जाळीसह प्रक्रिया करू शकते, बर्स नाही, कर्लिंग आणि अनुलंब छिद्र भिंत नाही. कार हॉर्न नेट उत्पादनांचा जटिल आकार अतिरिक्त खर्च, गुळगुळीत आणि बुरुजशिवाय एकसमान न करता देखील कोरला जाऊ शकतो आणि फ्लॅटनेस 0.02 च्या खाली ठेवला जातो.
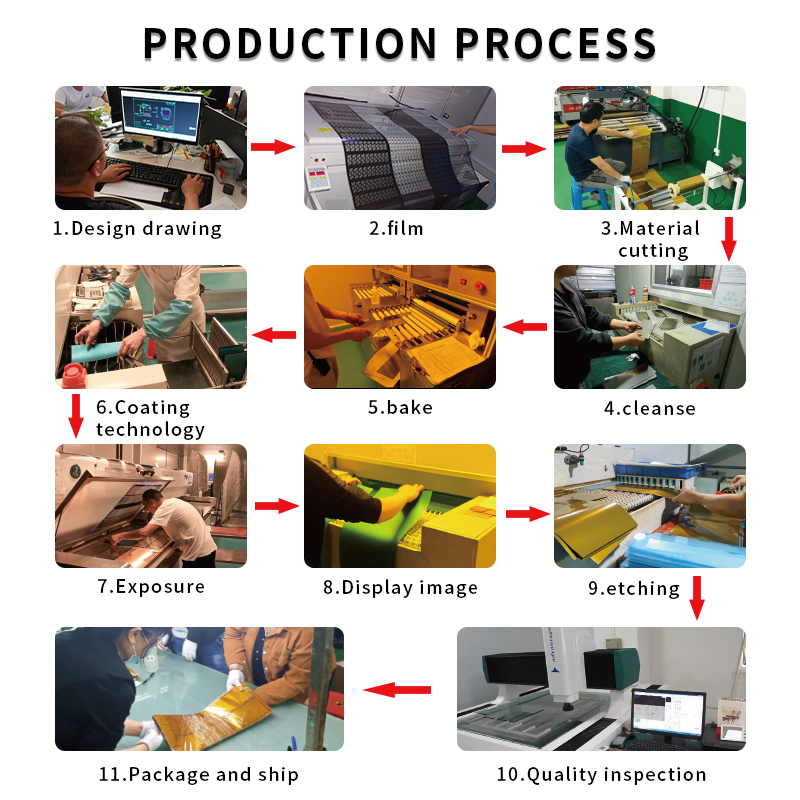
सामग्री निश्चित करण्यासाठी पहिली पायरी, स्टेनलेस स्टील ही सामान्यतः वापरल्या जाणार्या सामग्रीपैकी एक आहे, कारण त्याच्या चांगल्या गंज प्रतिकार आणि सामर्थ्यामुळे, कार हॉर्न जाळीच्या कव्हरच्या उत्पादनासाठी योग्य. कार हॉर्न नेट कव्हर बनवताना, पृष्ठभागावरील तेल आणि अशुद्धता काढून टाकण्यासाठी आणि त्यानंतरच्या प्रक्रियेची गुणवत्ता सुनिश्चित करण्यासाठी मेटल सब्सट्रेटला प्रथम स्वच्छ करणे आवश्यक आहे. पुढील चरण म्हणजे सब्सट्रेट साफ झाल्यानंतर, फोटोसेन्सिटिव्ह शाई लागू करणे, फोटोसेन्सिटिव्ह शाईचा एक थर धातूच्या पृष्ठभागावर समान रीतीने लागू करणे आवश्यक आहे, जे संरक्षणात्मक थर तयार करण्यासाठी एक्सपोजर प्रक्रियेदरम्यान कठोर होईल. पुढील चरण एक्सपोजर आहे, जिथे डिझाइन केलेले फिल्म मेटलच्या दोन्ही बाजूंनी फोटोसेन्सिटिव्ह शाईने ठेवलेले आहे आणि अल्ट्राव्हायोलेट लाइटने उघड केले आहे, जेणेकरून चित्रपटाचा नमुना धातूच्या पृष्ठभागावर हस्तांतरित केला जाईल. एक्सपोजरनंतर, मेटल प्लेट विकसित केली जाते आणि अनावश्यक फोटोसेन्सिटिव्ह शाई काढून टाकली जाते, अंतर्निहित धातूच्या भागास उघडकीस आणते आणि ती कोरण्यासाठी तयार करते.
पुढे रासायनिक गंज येते, जे इच्छित जाळीचा नमुना तयार करण्यासाठी धातूच्या उघड्या भागाला कोरण्यासाठी विशिष्ट रासायनिक एचिंग सोल्यूशनचा वापर करते. ही प्रक्रिया उच्च सुस्पष्टता प्राप्त करते आणि लेसर किंवा स्टॅम्पिंगचे तोटे टाळते. हे सहसा व्यावसायिक एचिंग उपकरणांसह पूर्ण केले जाते आणि संपूर्ण प्रूफिंग प्रक्रिया चक्र सुमारे 5 ते 7 दिवस असते. पीसणे आणि फवारणीची अंतिम प्रक्रियाः पूर्ण झाल्यानंतरएचिंग, बुरेस काढण्यासाठी आणि देखावा गुणवत्ता सुधारण्यासाठी जाळीचे कव्हर पॉलिश करणे आवश्यक आहे; त्यानंतर गंज प्रतिकार आणि सौंदर्यशास्त्र वाढविण्यासाठी हे फवारणी केली जाते.
विज्ञान आणि तंत्रज्ञानाच्या प्रगतीमुळे, लाऊडस्पीकर जाळीच्या कव्हरची उत्पादन प्रक्रिया उच्च सुस्पष्टता, फिकट वजन आणि चांगले देखावा या दिशेने विकसित होत आहे.
 English
English  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик